 English
English Español
EspañolWhat is the parting line in injection molding?
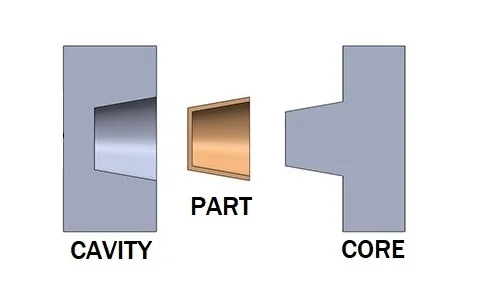
Injection molds have a core and a cavity. The parting line is where these two mold halves separate after an injection molding cycle is complete. It’s also where the two halves meet again when they’re clamped together before the next fill cycle.
- The mold cavity is concave so that it can be filled with molten plastic. It’s machined so that it’s a negative image of the exterior surface of the finished part.
- The mold core is raised or convex. It comes together with the mold cavity and produces the hollow interior features of the finished part.
For an example of how the core and cavity work together, consider the example of a plastic cup. The cavity shapes the exterior features of the cup that you hold in your hand. The mold core creates the hollow inside of the cup.
When the two halves of the injection mold come together, some of the core protrudes into the cavity and displaces plastic that would otherwise fill the cup. Typically, the mold parting line is located along the cup outer edge; however, you might not even notice the witness line there.
Both the core and the cavity have an important role to play, but there are some special considerations involving part ejection. The core is the bottom half of the mold and typically attaches to a moving clamp on the injection molding machine. This clamp has an actuator that controls ejector pins.
In turn, these metal action pins push against the surface of the molded part to release it from the tool. Because the ejection process usually leaves a mark, it’s better for the pins to contact a part surface – such as the bottom of a coffee cup – that’s usually unseen. For designers, this is just one of many aesthetic considerations.





.jpg?imageView2/2/format/jp2 "Daily Storage Basket Mould (Large)")
.jpg?imageView2/2/format/jp2 "Storage Basket Mould (Small)")





